")
")
Aerospace parts
Fladder® deburring of 3D aerospace components.
The advantage of the Fladder® system is that it is non-aggressive. It means:
- Aluminum air craft pieces are deburred without damage to an eventual cladding.
- Edges are rounded no matter if the edge is straight, a hole or shaped.
- Pieces with a protective surface such as cladding, galvanized, plastic foil on stainless steel can be deburred.
- Fladder® deburring can go deep (approx. 30 mm) as the tools are very flexible.
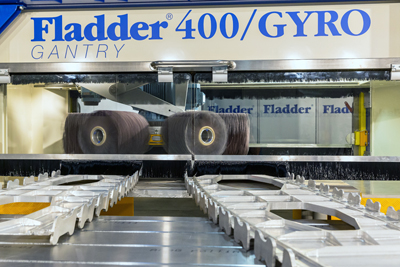
For machined aircraft pieces, in many cases, a standard machine is sufficient using fixtures for the parts, but where needed,
Fladder offers various purpose built machines based on the Fladder 400/GYRO technology.
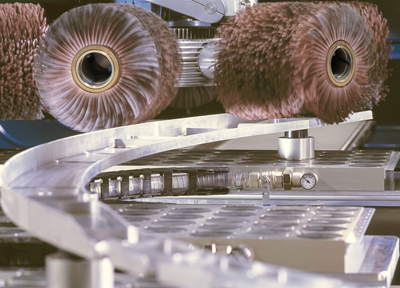
The basis for all machines is the robust Fladder gearhead with six counter rotating spindles built into either a fixed machine frame
where the workpiece moves through the machine, or a machine frame that moves on rails along the workpiece.
Uniform deburring is made by these movements unique to the Fladder system:

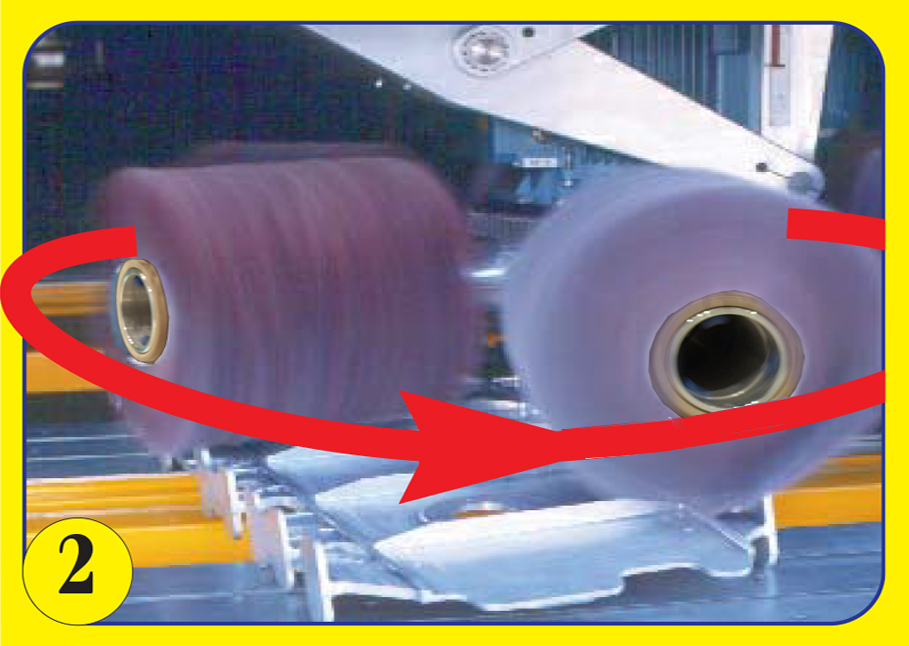
Counterrotating spindles Rotating gearhead.

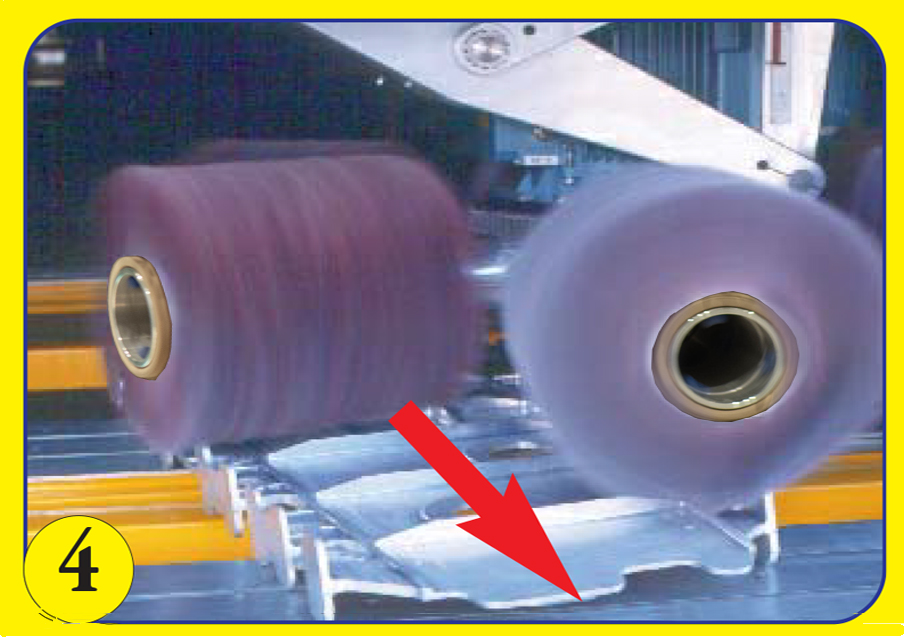
Oscillating movement Feed speed.
Workpieces are laid up and fixed to a number of tables or table trolleys.
The fixation is done either by, a clamping system or by, a vacuum system.

Two transport options:
- Fixed machine body with trolley feed:
The table trolleys are pulled through the machine by means of the conveyor motor and gear, pulling a toothed belt on which the trolley tables are interlocked
- Moving gantry machine body with a number of fixed tables:
Parts are placed on a row of tables and the machine body is moving along the tables on rails.
Example of workpieces in two types of machine:
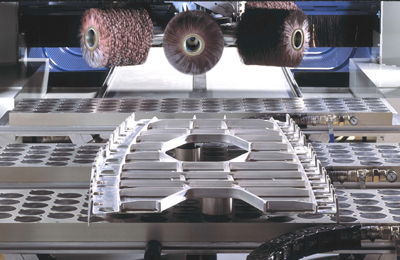
Trolley machine Gantry machine.
An example of cyclus time: Wing rib, dimension 800 x 2000 mm. Totally 8 minutes. Handling time not included.
Advantages of the Fladder deburring system for aerospace:
Handling
When doing manual work the workpiece is often moved around or turned.
The automatic process is likely to reduce this.
Time saving
Very often a substantial amount of time is used to do the operation manually – in some cases several hours.
The automatic process will offer a large reduction in time – even if only 50% can be processed automatically, it can still be justified.
Tool costs
The use of tools for manual operation is considered as a necessary cost – but the total per year is often surprising high.
The use of tools for the automatic operation can be calculated more precise as the use of tools are optimized.
Thus the cost per workpiece will be reduced.
Capacity
The average workpiece is being done with a feed speed of 1,5 m/min. It means a large number of workpieces per day
Inspection
The inspection process is most likely eased, as the automatic process leaves the workpieces with the same quality.
Environment
The environment is improved as the automatic process is done in an enclosed area with dust collection.
Special machinery for aerosapce parts: